
CYLINDER BLOCK — Inspection (Cont'd)
EM-38prose procedureInspection (Cont'd)
Crankshaft Journal Grinding
- aWhen grinding crankshaft journal, confirm that "L" dimension in fillet roll is more than the specified limit. "L": 0.1 mm (0.004 in)
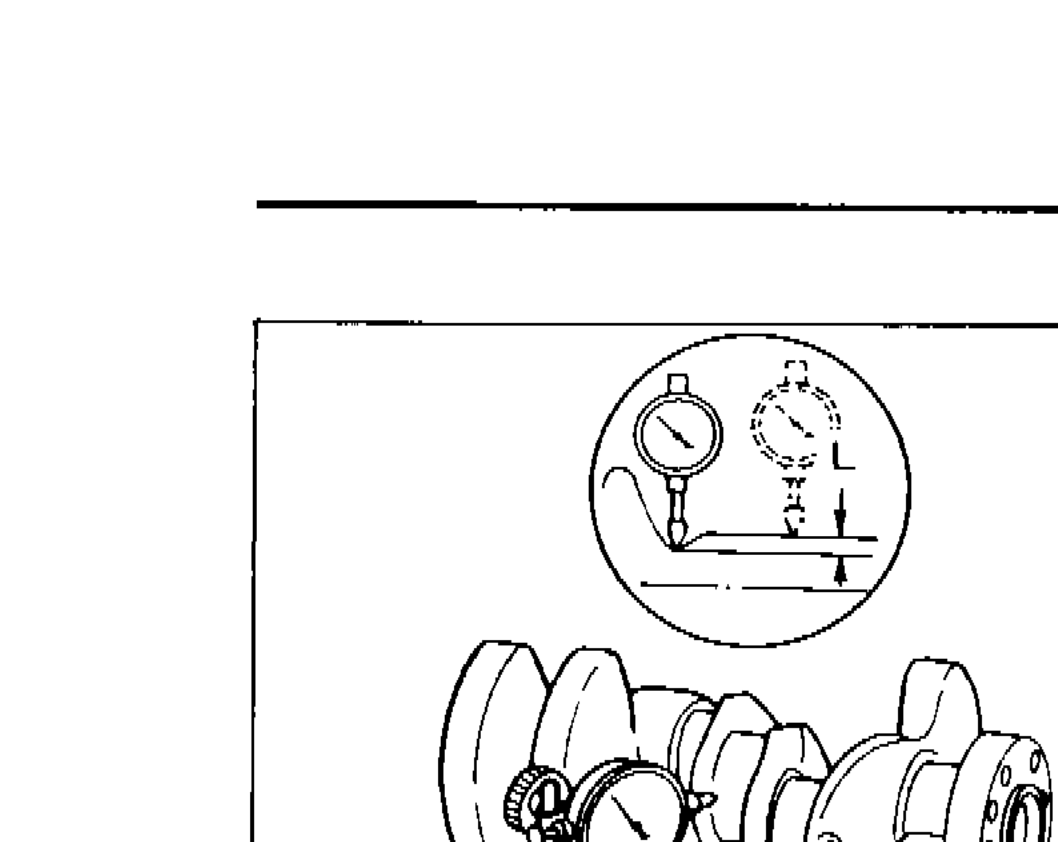 SEM964
SEM964 - bRefer to S.D.S. for grinding crankshaft and available service parts.
| Specification | Value |
|---|---|
| Fillet roll 'L' dimension (minimum)When grinding crankshaft journal | 0.1mm (0.004 in) |
Fillet roll 'L' dimension (minimum)When grinding crankshaft journal
0.1mm (0.004 in)
Main Bearing Selection
- 8If crankshaft, cylinder block or main bearing is reused again, measure main bearing clearance. If crankshaft, cylinder block and main bearings are replaced with new ones, it is necessary to select thickness of main bearings as follows:
- 8aGrade number of each cylinder block main journal is punched on the respective cylinder block.
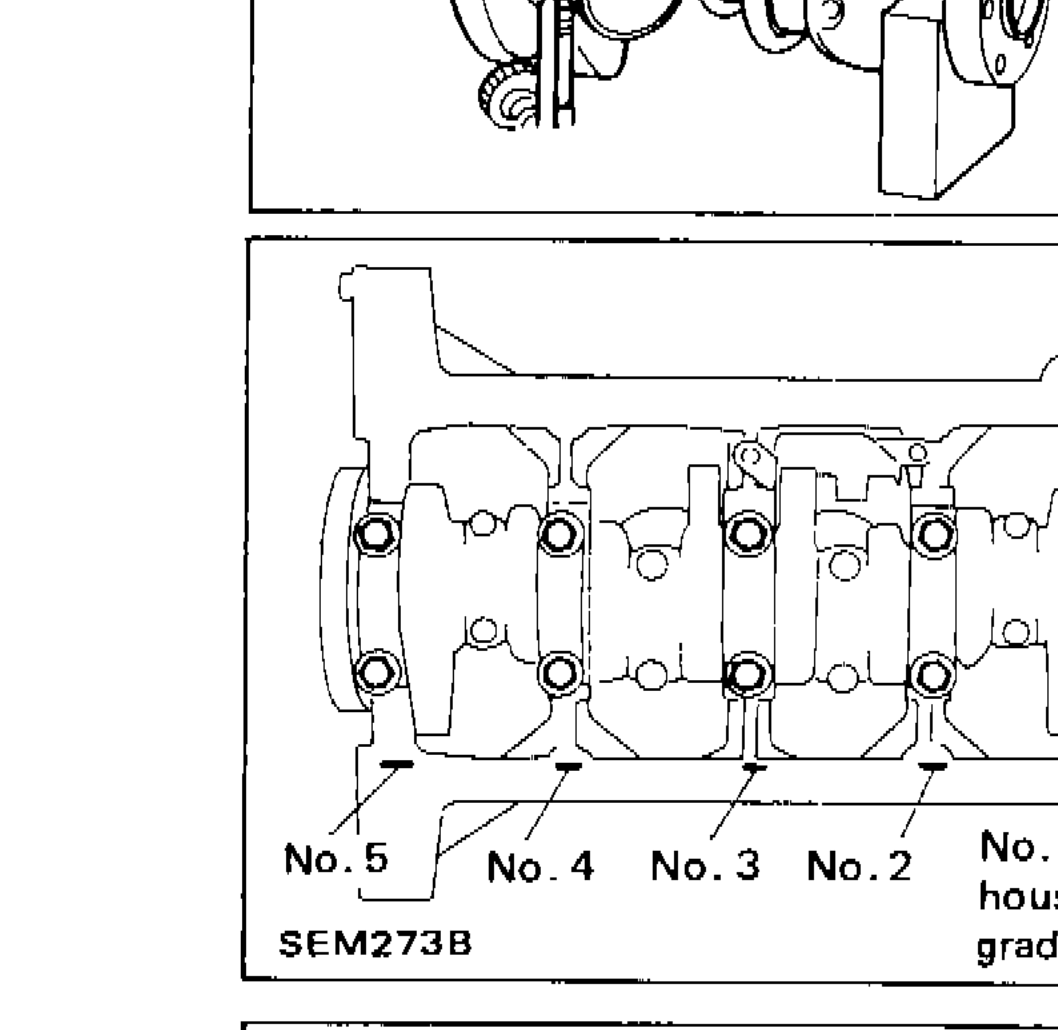 SEM273B
SEM273B - 8bGrade number of each crankshaft main journal is punched on the respective crankshaft.
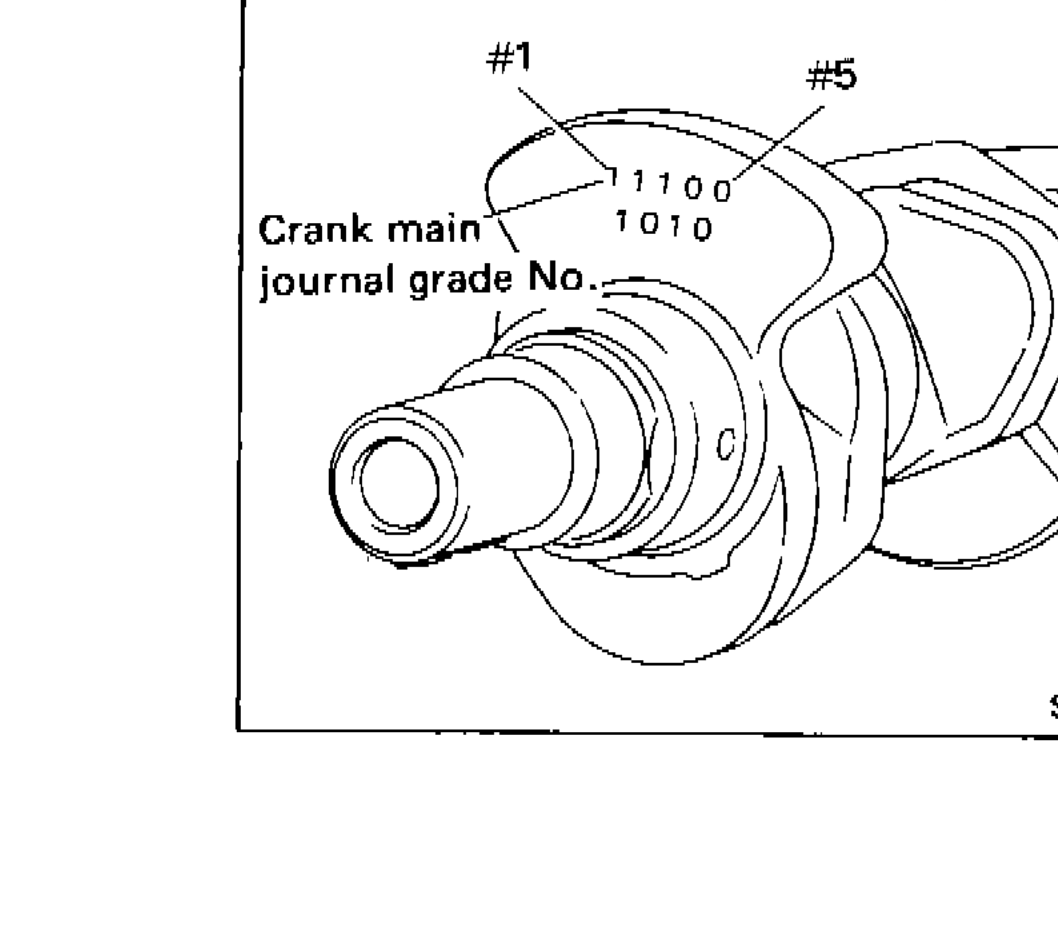 SEM565B
SEM565B - 8cSelect main bearing with suitable thickness according to the following table.
Main bearing grade number
0
Main bearing housing grade number 0 — Main bearing grade number0
Main bearing housing grade number 1 — Main bearing grade number1
Main bearing housing grade number 2 — Main bearing grade number2
1
Main bearing housing grade number 0 — Main bearing grade number1
Main bearing housing grade number 1 — Main bearing grade number2
Main bearing housing grade number 2 — Main bearing grade number3
2
Main bearing housing grade number 0 — Main bearing grade number2
Main bearing housing grade number 1 — Main bearing grade number3
Main bearing housing grade number 2 — Main bearing grade number4
NOTE
For example:
Main journal grade number: 1
Crankshaft journal grade number: 2
Main bearing grade number = 1 + 2 = 3
See also
S.D.S.