
CYLINDER HEAD — Inspection (Cont'd)
EM-23prose procedureInspection (Cont'd)
Valve Seat Installation (Cont'd)
- 3Heat cylinder head to 150 to 160°C (302 to 320°F).
 SEM008A
SEM008A - 4Press fit valve seat until it seats on the bottom.
- 5Cut or grind valve seat using suitable tool at the specified dimensions as shown in S.D.S.
- 6After cutting, lap valve seat with abrasive compound.
- 7Check valve seat contact condition.
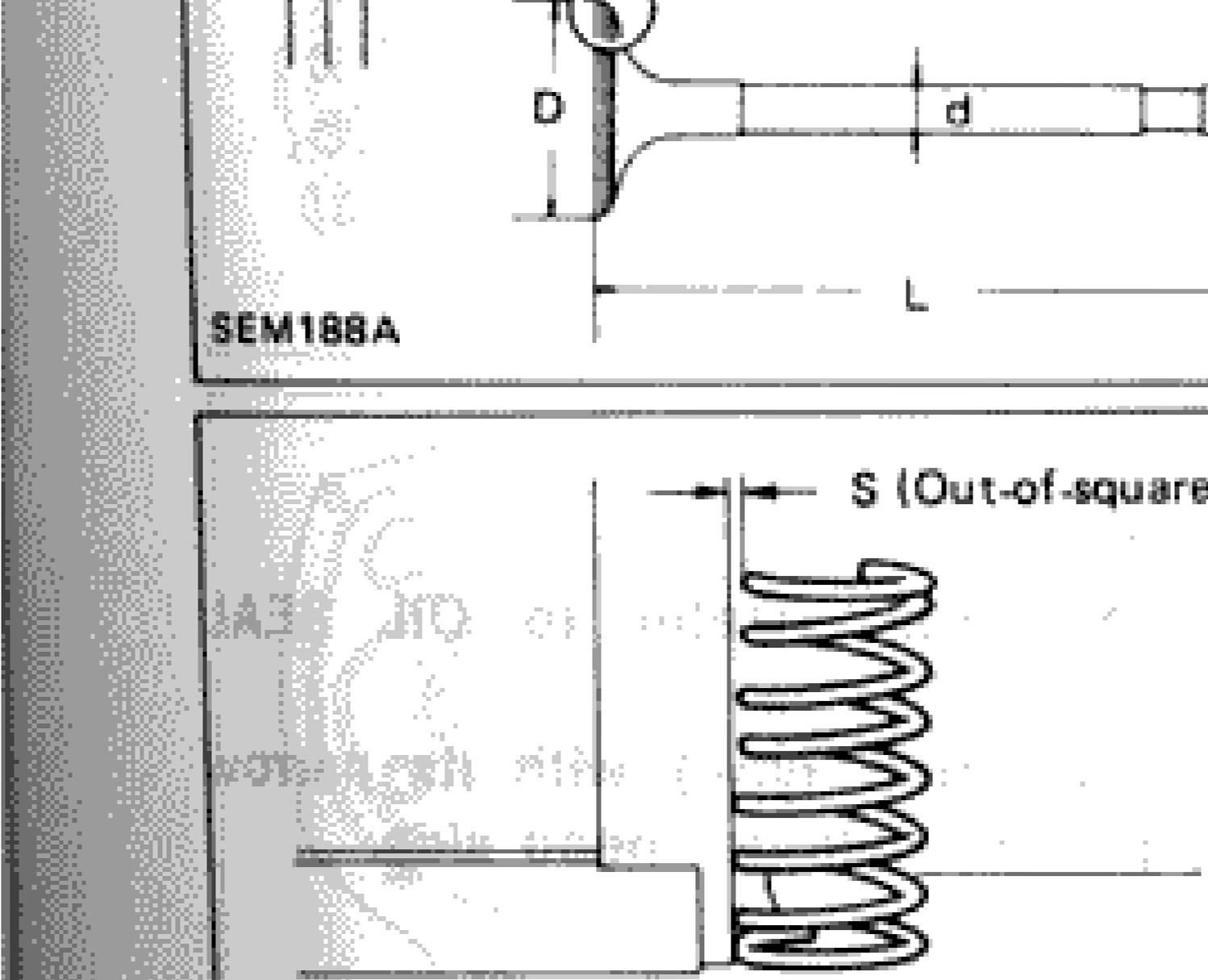
VALVE DIMENSIONS
Check dimensions in each valve. For dimensions, refer to S.D.S. When valve head has been worn down to 0.5 mm (0.020 in) in margin thickness, replace valve.
IMPORTANT
Grinding allowance for valve stem tip is 0.2 mm (0.008 in) or less.
VALVE SPRING
Squareness
Valve Spring Squareness
- 1Measure "S" dimension. Out-of-square: Less than 1.8 mm (0.071 in)
 SEM288A
SEM288A - 2If it exceeds the limit, replace spring.
Pressure
Check valve spring pressure.
Valve Spring Pressure
0 (0)
Load N (kg, lb)0 (0, 0)
8 (0.31)
Load N (kg, lb)Approx. 235 (24, 53)
16.5 (0.650)
Load N (kg, lb)Approx. 539 (55, 121)
See also
S.D.S.