
CYLINDER BLOCK — Inspection (Cont'd): Piston-to-Bore Clearance
EM-36prose procedureInspection (Cont'd)
Piston-to-Bore Clearance
- 1Using a bore gauge, measure cylinder bore for wear, out-of-round and taper.
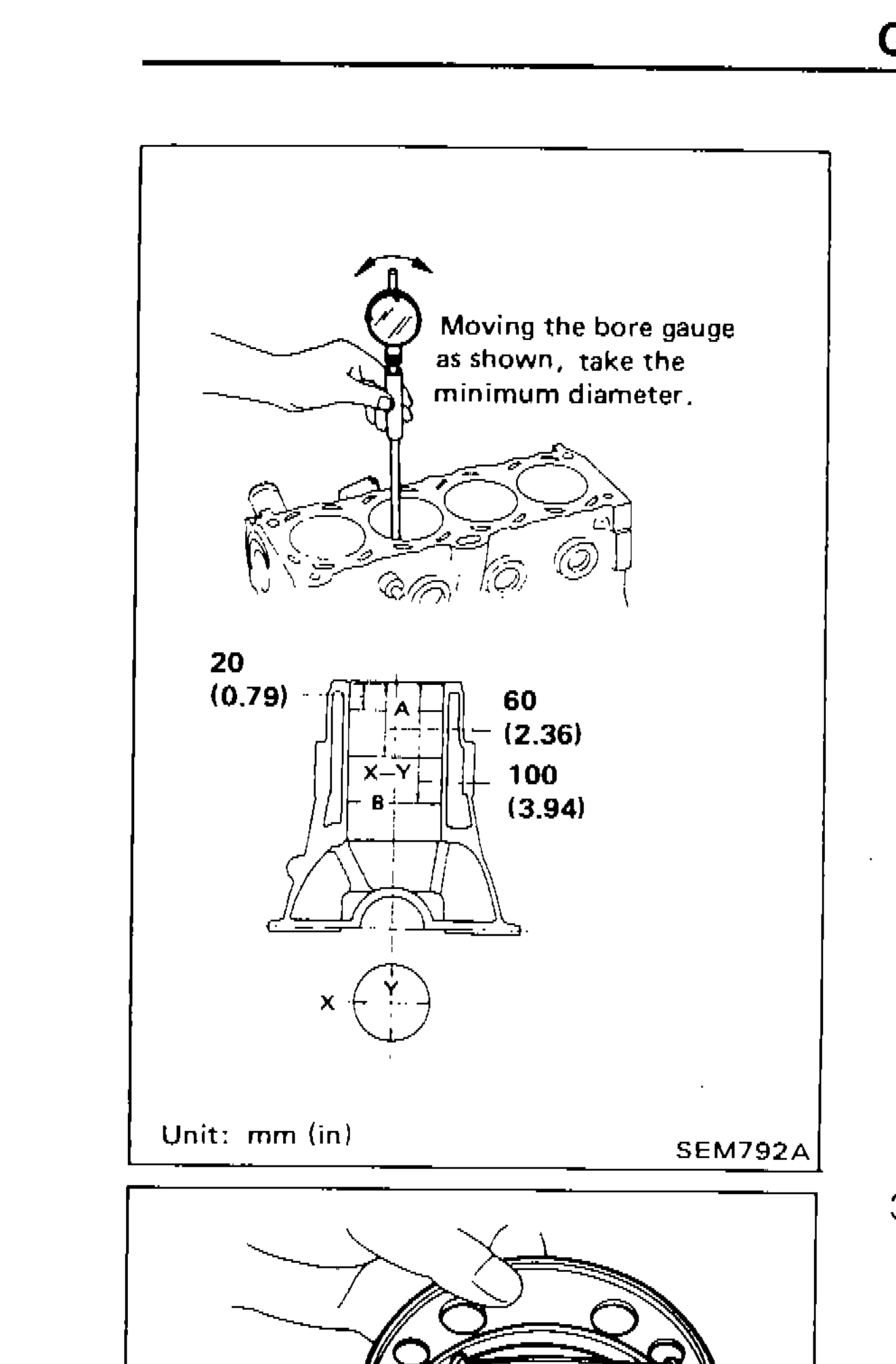 SEM792A
SEM792A - 2Check for scratches and seizure. If seizure is found, hone it.If both cylinder block and pistons are replaced with new ones, select pistons having the same piston grade numbers as those punched on the cylinder block upper surfaces.
- 3Measure piston skirt diameter.
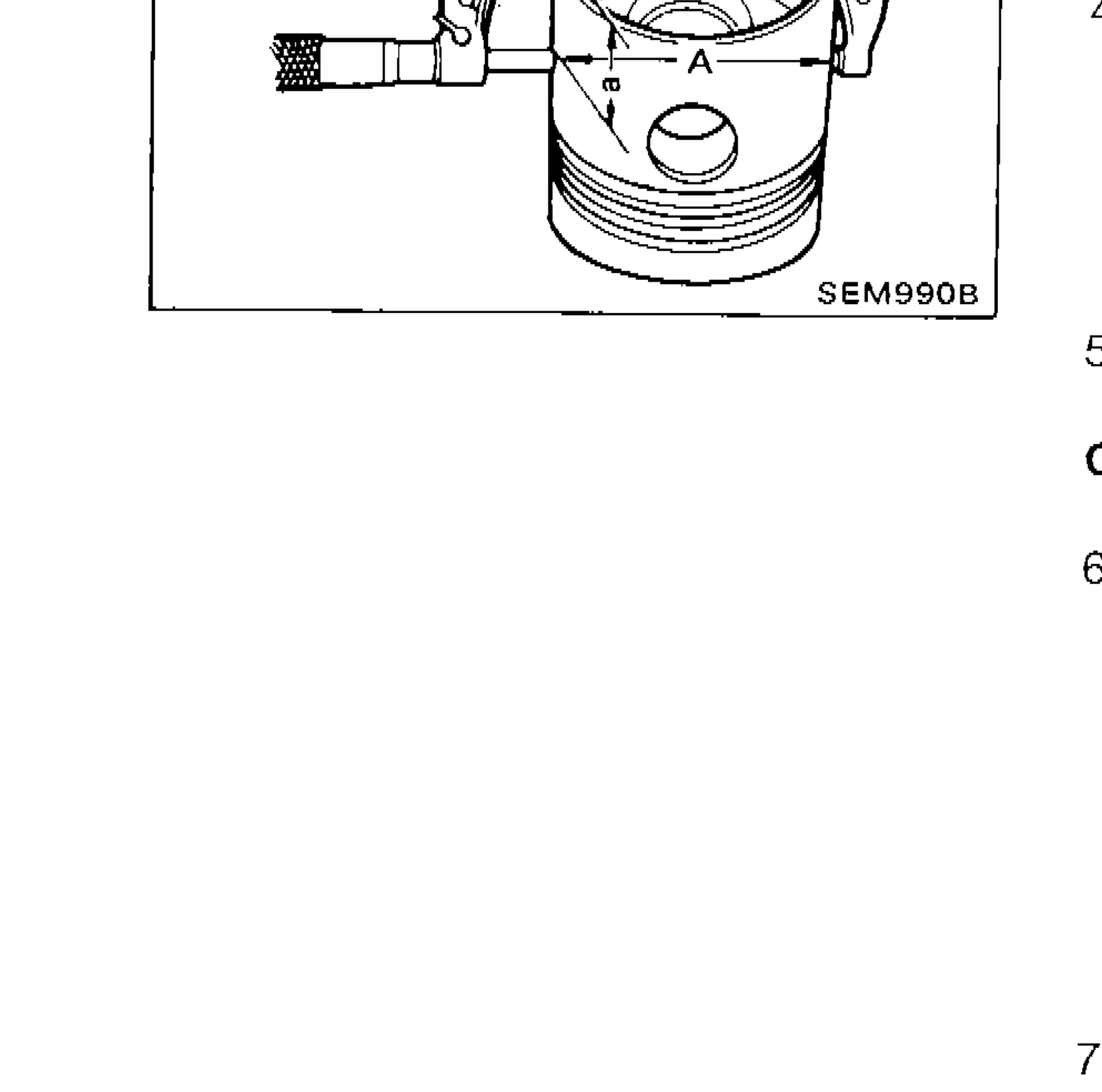 SEM990B
SEM990B - 4Check that piston-to-bore clearance is within specification.
- 5Determine piston oversize according to amount of cylinder wear. Oversize pistons are available for service. Refer to S.D.S.
- 6Cylinder bore size is determined by adding piston-to-bore clearance to piston diameter 'A'. Rebored size calculation: D = A + B - C, where D: Bored diameter, A: Piston diameter as measured, B: Piston-to-bore clearance, C: Honing allowance 0.02 mm (0.0008 in)
- 7Install main bearing caps, and tighten to the specified torque to prevent distortion of cylinder bores in final assembly.
- 8Cut cylinder bores.When any cylinder needs boring, all other cylinders must also be bored.Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a time.
- 9Hone cylinders to obtain specified piston-to-bore clearance.
- 10Measure finished cylinder bore for out-of-round and taper.Measurement should be done after cylinder bore cools down.
| Specification | Value |
|---|---|
| Standard inner diameterCylinder bore | 83.000 - 83.050mm (3.2677 - 3.2697 in) |
| Wear limitCylinder bore wear | 0.20mm (0.0079 in) |
| Out-of-round (X - Y) limitCylinder bore out-of-round | 0.015mm (0.0006 in) |
| Taper (A - B) limitCylinder bore taper | 0.010mm (0.0004 in) |
| Piston diameter "A"Piston skirt diameter | Refer to S.D.S. |
| Measuring point "a" (Distance from the bottom)Piston skirt measurement location | 14mm (0.55 in) |
| Piston-to-bore clearance "B"Piston-to-bore clearance | 0.015 - 0.035mm (0.0006 - 0.0014 in) |
| Honing allowance CRebored size calculation | 0.02mm (0.0008 in) |
Standard inner diameterCylinder bore
83.000 - 83.050mm (3.2677 - 3.2697 in)
Wear limitCylinder bore wear
0.20mm (0.0079 in)
Out-of-round (X - Y) limitCylinder bore out-of-round
0.015mm (0.0006 in)
Taper (A - B) limitCylinder bore taper
0.010mm (0.0004 in)
Piston diameter "A"Piston skirt diameter
Refer to S.D.S.
Measuring point "a" (Distance from the bottom)Piston skirt measurement location
14mm (0.55 in)
Piston-to-bore clearance "B"Piston-to-bore clearance
0.015 - 0.035mm (0.0006 - 0.0014 in)
Honing allowance CRebored size calculation
0.02mm (0.0008 in)
If it exceeds the limit, rebore all cylinders. Replace cylinder block if necessary.
IMPORTANT
If both cylinder block and pistons are replaced with new ones, select pistons having the same piston grade numbers as those punched on the cylinder block upper surfaces.
Oversize pistons are available for service. Refer to S.D.S.
IMPORTANT
When any cylinder needs boring, all other cylinders must also be bored.
Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a time.
Measurement should be done after cylinder bore cools down.
See also
S.D.S.