
DISASSEMBLY
PD-12prose procedurePre-inspection
Before disassembling final drive, perform the following inspection.
Pre-inspection
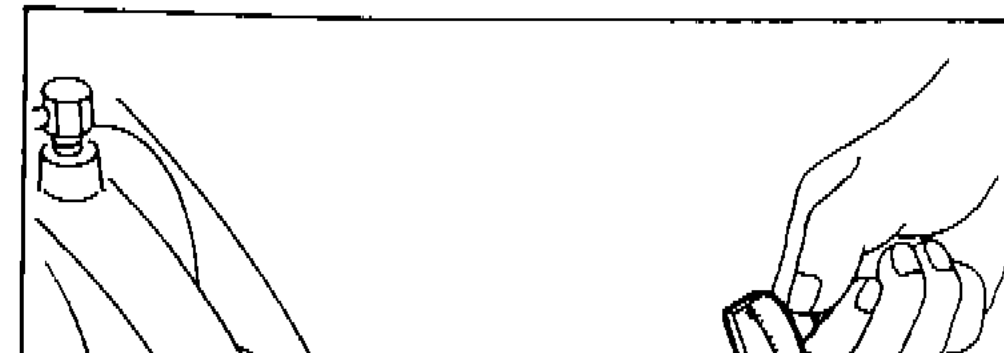
- 1Total preload — Turn drive pinion in both directions several times to set bearing rollers.
 SPD884
SPD884 - 2Check total preload with Tool. Tool number: ST3127S000
| Specification | Value |
|---|---|
| Total preload | 1.4 - 1.7N·m14 - 17kg-cm12 - 15in-lb |
| Ring gear-to-drive pinion backlash | 0.10 - 0.15mm0.0039 - 0.0059in |
| Ring gear runout limit | 0.05mm0.0020in |
Total preload
1.4 - 1.7N·m14 - 17kg-cm12 - 15in-lb
Ring gear-to-drive pinion backlash
0.10 - 0.15mm0.0039 - 0.0059in
Ring gear runout limit
0.05mm0.0020in
Ring gear to drive pinion backlash — Check ring gear-to-drive pinion backlash with a dial indicator at several points.
Ring gear runout — Check runout of ring gear with a dial indicator.
Tooth contact — Check tooth contact. (Refer to Adjustment.)
Differential Carrier
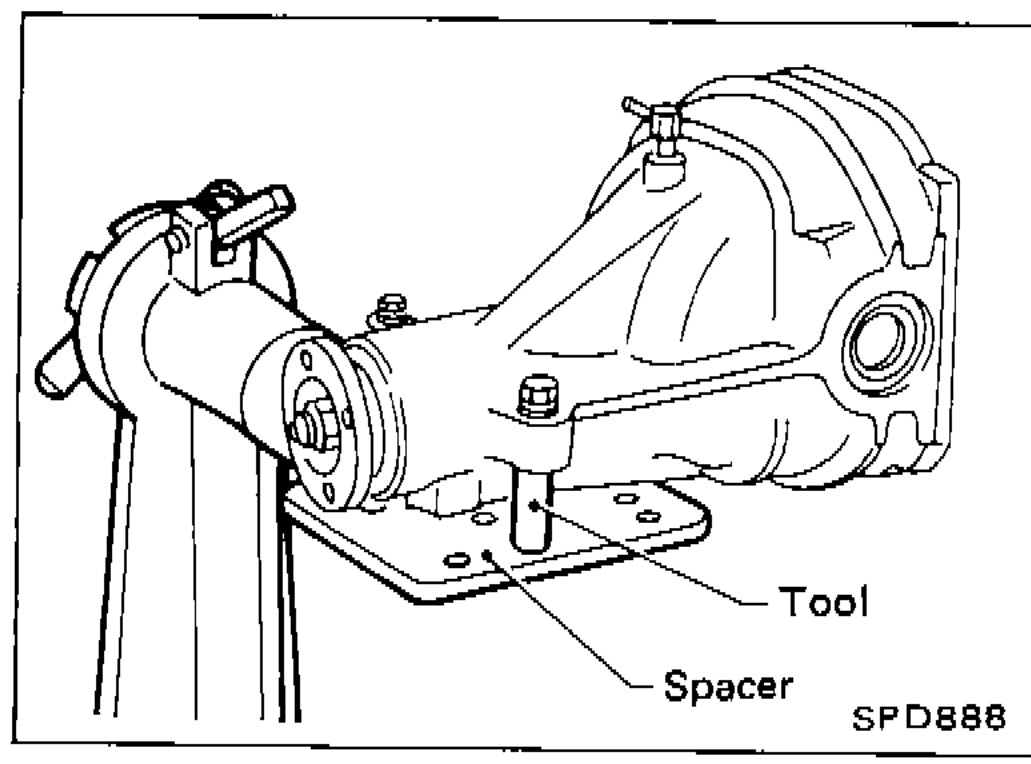
- 1Using two 45 mm (1.77 in) spacers, mount carrier on Tool. Tool number: KV38100800
 SPD888
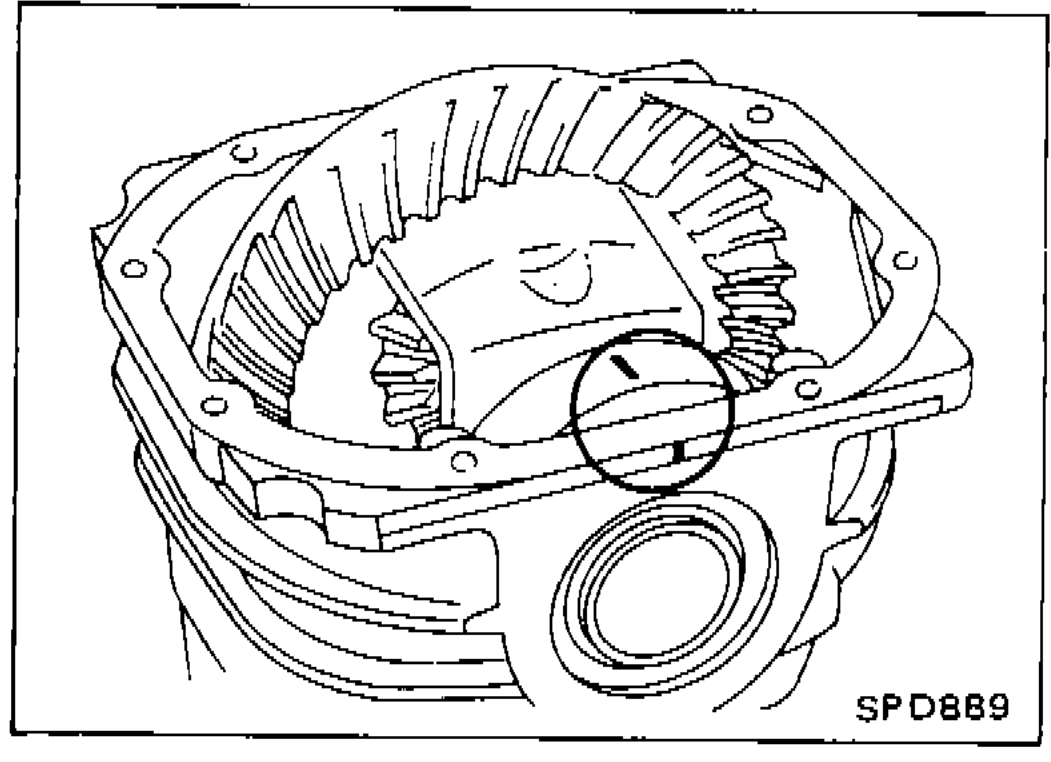
SPD888 - 2Paint or punch matchmarks on one side of the side bearing cap so it can be properly reinstalled.Bearing caps are line-board during manufacture. Replace them in their proper positions.
 SPD889
SPD889
IMPORTANT
Bearing caps are line-board during manufacture. Replace them in their proper positions.
See also
Adjustment